
Colour Matching
It might be thought that making successive batches of make-up using the same procedure and ingredients would mean that all the batches would have the same shade of colour. However, this was often not the case, and maintaining a consistency of colour between different production runs was a perennial problem for cosmetic firms.
[I]t is imperative that every batch offered for sale should be uniform in tint and in agreement with the manufacturer’s own standard. A woman who finds that her second box of powder or rouge differs in tint from the first, although sold under the same tint and brand name, is not likely to purchase a third.
(Redgrove, 1933, p. 136)
Colour consistency was not an issue confined to cosmetics. Textiles, paints and other industries experienced similar difficulties and some of their solutions were also applied to cosmetics.
Causes of variations
The two biggest causes of shade variation between batches of make-up were fluctuations in the colour of the ingredients and subtle alterations in the manufacturing process. In early part of the twentieth century, the problem was of particular interest to producers of face powders and this is the cosmetic that I will concentrate on.
See also: Loose Face Powders
Variations in the colour of ingredients
Early face powders were made by mixing colourants like ochres and lakes into a white base. Variations in the colours of these ingredients from batch to batch was the biggest single cause of shade variation in early face powders.
Dyes and pigments: Many of the ochres used in face powders came from natural sources and, depending on their origin, their level of impurities, and how they were processed, these natural pigments exhibited variations in colour. The increased use of synthetic ochres decreased the colour variation but did not eliminate it.
Dyes were also used but were incorporated into face powders as lakes made by precipitating the dye with an inert binder, usually a metallic salt. Being synthetic colours these exhibited better uniformity than natural pigments but there were still colour variations between batches which is why colour manufacturers identified each batch with a batch number.
Given that it was virtually impossible for a colour supplier to guarantee that a particular colourant would show no variation between batches – even after careful blending on their part – cosmetic companies often followed the practice used by textile and other industries and purchased a large quantity of the same batch of a particular colourant. This removed one source of colour variation and meant that adjustments to the colour formula of a particular line of make-up would only have to be made after a long interval when their store of the colourant ran out.
Powder base: A similar issue occurred with the ingredients used to make the powder base. A number of white and off-white powders were used in the powder base, each of which affected the overall colour of the finished powder. Many of these were also taken from natural sources and therefore subject to the same variations as the colourants. Cosmetic manufacturers could help alleviate this problem by sourcing large quantities of each component of the powder base, by switching to synthetically made ingredients – which were purer and more uniform in colour and particle size – and by carefully checking the colour of new deliveries against known colour standards so that they could make adjustments before manufacturing began.
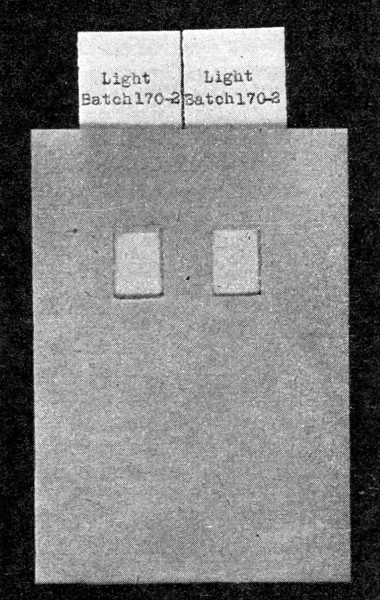
Grades of powder: A further complication arose as cosmetic powders began to be produced in different grades of covering power. Light, medium and heavy versions of a powder were made by including different quantities of substances like zinc oxide or titanium dioxide but this also affected the base colour. This complicated the colour-matching process as the amount of colourant would need to be adjusted to ensure that all the grades of a particular shade had a similar tint.
Variations in the manufacturing process
Even if identical ingredients were secured, colour variation could be inadvertently introduced during the manufacturing process.
Grinding: One of the biggest sources of error occurred when the ingredients were ground into a fine powder. A coarsely ground colourant has a lower colouring power when mixed with a white base than one that is finely ground. Controlling this process was therefore very important in ensuring uniformity between batches.
Mixing and sifting: Early face powders were made by a combination of mixing and sifting and these were also sources of variation. If the mixing process failed to disperse the colour in one batch as well as it had in another another, or the sifting process varied in any way, then the colour of the batch could also be altered.
As with other cosmetics, the key to alleviating many of these colour problems was standardisation. All aspects of manufacture – raw material, proportions, moisture content, mixing, grinding and sifting – had to be carefully controlled to get consistent results.
Batch testing
For many years the only way to check that each batch was the correct shade was to visually compare it to a stored colour standard. A quantity of any new shade was put to one side and stored in a dark, dry place so that samples could be taken for comparison at a future date.
Visual colour matching was both an art and a science. It needed a good eye for colour – like a good ‘nose’ for perfume – but it also required experience so practice was necesssary to develop the skill. There were also a number of variables that needed to be controlled to improve the accuracy of the visual comparison.
Light source: As the light source affected the colour perceived by the tester it was important that any comparison made between the sample and the standard was done under similar modes of illumination. It was considered a good idea to colour match any batch in both artificial as well as natural light, with a north-facing window being widely accepted as the standard for daylight in the northern hemisphere.
Given that natural light is so variable many recommended that a standard light source should be used instead of natural light. The first of these was developed for the textile industry in 1931 by the Commission internationale de l’éclairage (CIE) – International Commission on Illumination (ICI). It defined the apparatus required to produce ‘Illuminant C’, an artificial light that resembled north-facing natural light. Although not without problems these standard lights enabled visual comparisons that were independent of time of day, season or location.
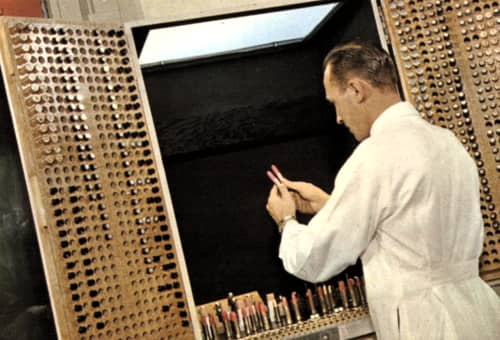
Above: 1961 Max Factor technician using a colour-matching hood with a standard light source to check the colours of lipsticks taken from batch runs against master control samples.
Moisture content: The moisture content of a face powder would affect its colour. A newly manufactured compressed face powder, for example, contains a fair percentage of moisture so the compact will lighten in colour as it dries out. The moisture content of the air changes from day-to-day so it was important to ensure that powders were uniformly dry before comparisons were carried out.
Viewing: A number of methods were used for comparing a batch sample of face powder with the stored standard. The simplest was to place a mound of the sample next to a similar mound of the standard on a white or neutral grey background. However, the way this was done could affect the reliability of the observations and there were a number of suggested improvements.
The usual method is to place a small heap of the unfinished powder alongside a similar heap of the standard powder on a sheet of white paper and observe the two by the light from a north window first as irregular masses, and afterwards after pressing flat and smooth. It is not always realised that their respective positions relative to the incident light make an enormous difference to the appearance of the two samples. If they are really a match, then the one nearest the window usually appears darker in shade. On reversing their positions this appearance is reversed. Very erroneous conclusions may be reached
unless this peculiarity is allowed for. It is advisable, when making comparisons, to have four heaps arranged as shown in this diagram, where A is the standard and B is the sample under test.
Much more reliable observations can then be made especially if the position of the paper to the light is changed once or twice. An alternative is to have the sample in the centre and surround by a contiguous concentric ring of the test sample. On pressing flat, if the whole appears absolutely uniform in colour a match may be assumed, but if two zones are clearly differentiated, the centre differing from the outside ring, it is obvious that a good match has not been obtained.(Hewitt, 1936, p. 168)
Others checked powders by pressing the sample and standard between glass plates and there were also those who suggested first coating the sample and standard on cards (Edman, 1948).
Colour correction
If a batch colour was found to deviate from the standard then a colour correction was needed, a practice that required a good understanding of colour theory and how to adjust for hue, saturation and brightness. The complexity of this process depended to a great extent on the colour formula of a particular shade or tint. Shades developed with a large number of colourants was more difficult to correct than one made from only two or three. Experienced colour formulators knew this and kept their recipes as simple as possible.
Instrumental measurement
Visual colour matching is still practiced today but colorimeters and spectrophotometers were introduced to make the process less subjective.
The earliest colour-matching instrument used in the cosmetic industry was the Lovibond Tintometer, a colorimeter introduced by Joseph Lovibond [1833-1918] in 1893. Originally made to determine the quality of beer, Lovibond Tintometers were used across a wide variety of industries including cosmetics from the 1930s onwards.
The Tintometer allowed a technician to compare a sample cosmetic with a combination of coloured glass slides. By using combinations of differently coloured slides of varying intensities the observer could create a colour match between the colour from the slides and the colour of the cosmetic. That specific combination of slides would then be recorded as a standard to be used for comparison with future batches of cosmetics of the same shade.
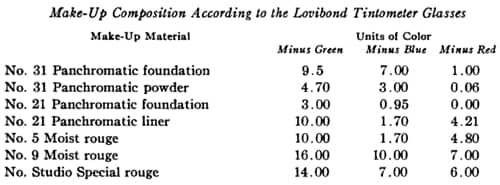
Above: 1937 Lovibond Tintometer measurements for Max Factor’s Panchromatic Make-up (Factor, 1937, p. 55).
Lovibond Tintometers still required a good eye for colour. The later spectrophotometers removed the subjective elements of the procedure by comparing light from the test sample with the standard electronically. However, a skilled formulator was still needed to fix any problems.
Updated: 3rd April 2018
Sources
Edman, W. M. (1948). A method of colour control for cosmetic powders. Soaps, Perfumery & Cosmetics. 21(3) March, 258-261.
Factor, M. (1937). Standardization of motion picture make-up. Journal of the Society of Motion Picture Engineers. 28(1), January, 52-62.
Hewitt, M. L. (1936). Colour problems in cosmetics: Part II.—Variations in colour. The Perfumery and Essential Oil Record. April, 165-169.
Martin, J. R. L. (1957). Face powders. In E. Sagarin, (Ed.). Cosmetics: Science and technology (pp. 222-248). New York: Interscience Publishers, Inc.
McLaren, K. (1967). Illuminants for colour matching. The Journal of the Society of Dyers and Colourists. 83(11), 438-444.
Redgrove, H. S. (1933). Colour control in the cosmetic industry. The Manufacturing Chemist. May, 135-139.
Stearns, E. I. (1947). Color matching in the cosmetic industry. The American Perfumer & Essential Oil Review. November, 449-451.
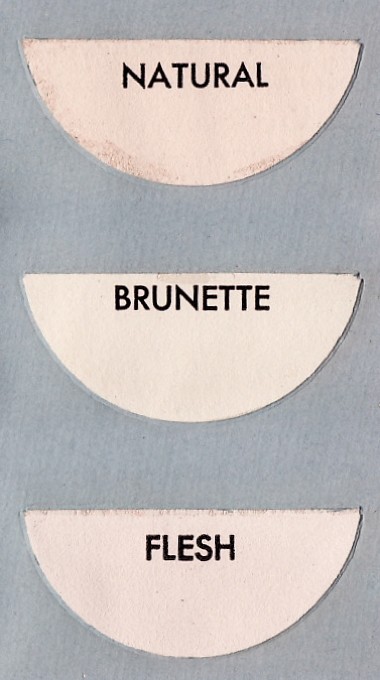
Three Max Factor powder shades from the 1930s. A good eye was needed to develop new shades and ensure consistency of colour for tints that might be in production for many years.
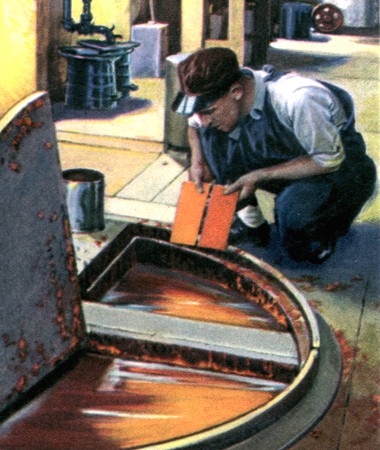
Colour matching house paint by comparing a batch colour with a standard. Visual colour matching was used across a wide range of industries including textiles, paint and cosmetics.
A reference card with a neutral grey mask to assist with visual colour comparisons (Edman, 1948).
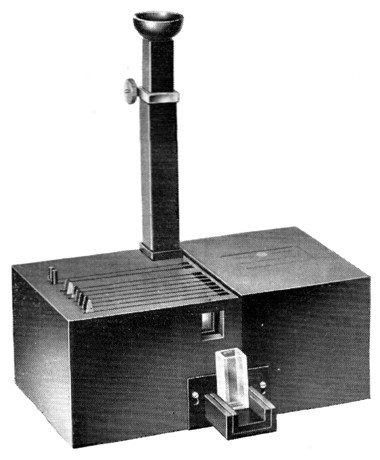
A Lovibond Tintometer from the 1930s showing the eyepiece, slots for the coloured glass slides of various intensities (left) and the rectangular, clear, glass vial (front) to hold the sample. The slide colour combination for the standard or reference sample was kept on file. Once these were entered into the slots the colour they produced would then be compared to a sample taken from a product batch.
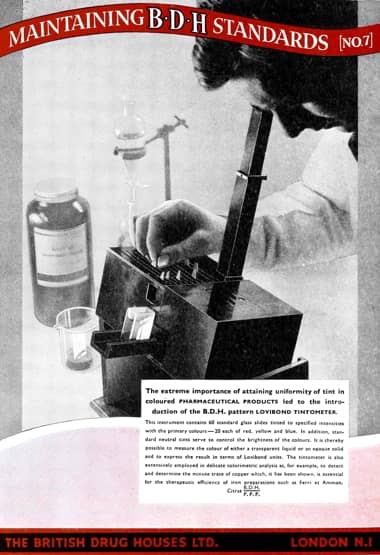
1938 The British Drug Houses Ltd. showing a Tintometer being used to compare the colour from a batch sample with the colour combination produced by the reference slides.

1943 Tokalon face powders advertised as prepared with the aid of a colorimeter (France).